- О компании
- Оборудование
- Решения
- Сервис
- Диагностика
- Intellisys SG Sierra Warning & Alarm
- Intellisys SG Warning & Alarm
- Вибрация
- Высокая температура воздуха
- Давление уплотняющего воздуха
- Низкое давление инструментального/управляющего воздуха
- Низкое давление масла
- Низкое давление сжатого воздуха
- Низкое давление уплотняющего воздуха
- Низкое давление уплотняющего воздуха
- Ошибка запуска
- Ошибка нагрузки / отсутствие управляющего напряжения
- Ошибки VSD компрессоров Nirvana
- Помпаж
- Капитальный ремонт
- Инспекция безмасляного винтового блока Ингерсолл Рэнд
- Инспекция маслозаполненного винтового блока 226WW-VSD Ингерсолл Ранд
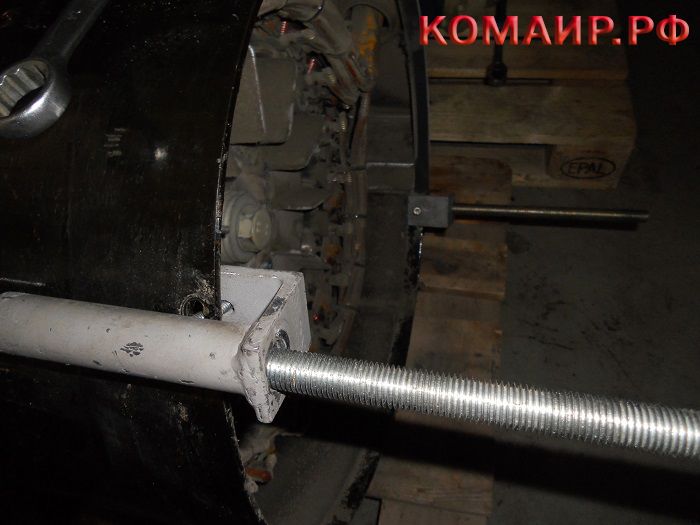
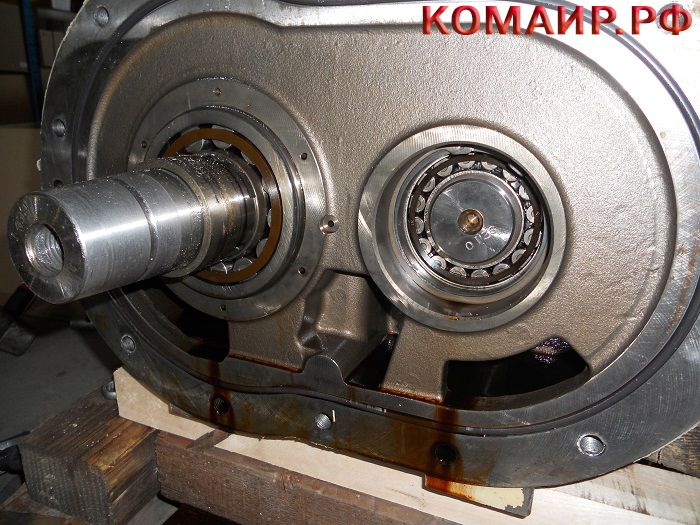
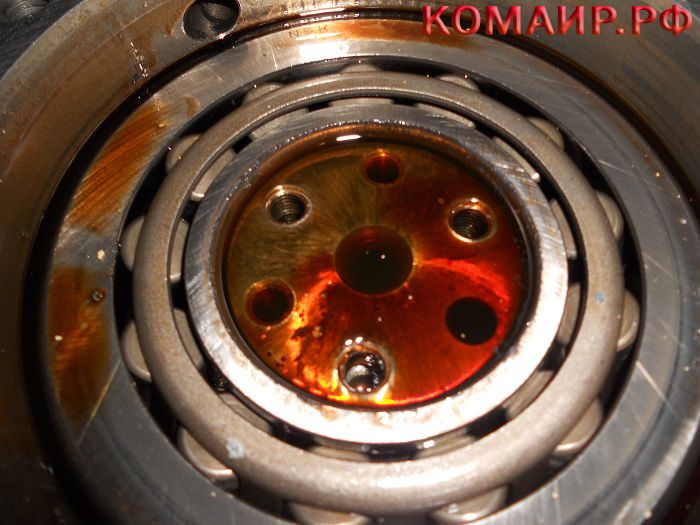
- Капитальный ремонт блока сжатия 297/250 (инспекция)
- Капитальный ремонт блока сжатия 297/250 (инспекция)
- Капитальный ремонт центробежного компрессора CV2
- Сборка винтового блока 226WW-VSD Ингерсолл Ранд
- Замена контроллера
- Сервисные услуги
- Техническое обслуживание
- Диагностика
- Каталог Зап.частей
- Контакты
- Компрессоры
- Подготовка воздуха
- Адсорбционные осушители воздуха без тепловой регенерации
- Адсорбционные осушители воздуха с тепловой регенерацией
- Адсорбционные осушители с регенерацией теплом сжатия
- Концевые охладители сжатого воздуха
- Магистральные фильтры (сжатый воздух)
- Нецикличные холодильные осушители воздуха
- Цикличные холодильные осушители воздуха
- Автоматизация
- Вакуум
- Инструмент Stanley
- Системы охлаждения
- Диагностика
- Помпаж
- Вибрация центробежного компрессора
- Высокая температура воздуха
- Низкое давление инструментального воздуха
- Низкое давление масла
- Низкое давление уплотняющего воздуха
- Ошибка запуска
- Ошибка нагрузки
- Низкое давление сжатого воздуха
- Коды ошибок компрессоров Нирвана (VFD Faults)
- Предупреждения и Аварии Intellisys SG
- Предупреждения и Аварии Intellisys SG Sierra
- Капитальный ремонт
- Капитальный ремонт центробежного компрессора CV2
- Капитальный ремонт блока сжатия 297/250 компрессор SSR ML250-2S
- Инспекция винтового блока 226WW-VSD Ингерсолл Ранд
- Сборка винтового блока 226WW-VSD Ингерсолл Ранд
- Инспекция маслозаполненного винтового блока 178.5mm Ингерсолл Ранд
- Инспекция безмасляного блока CD8
- Инспекция винтового блока CF90G6
- Техническое обслуживание